Download Graphite Slide Plate General PDF
Graphite Slide Plates Diagram
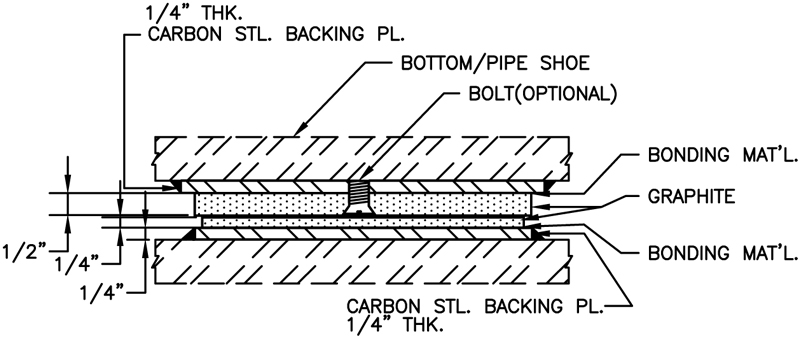

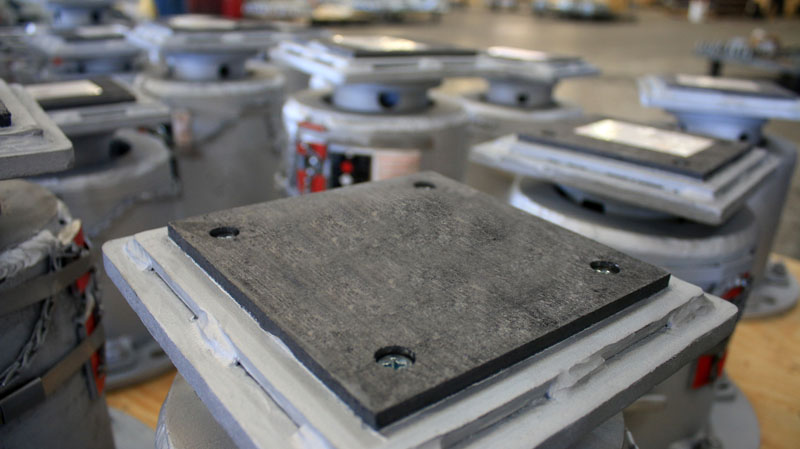
The graphite plates come in two different configurations, the ‘bonded’ and ‘bolted’ assembly. The bonded configuration consists of a ¼” thick graphite pad bonded to a metal backing plate. The bolted configuration consists of a ½” thick graphite pad bonded and bolted to a metallic backing pad. Both configurations can either be tack welded or fully welded to support components.
ASSEMBLY:
Standard Assembly: 2 units of Graphite bonded to 1/4″ carbon steel. For field tack welding. 1/4″ lip. Loads to 2000 PSI, Temperature: +1000° F air, +3,000° inert
Full Weld Assembly: 2 units of Graphite bonded to indicated backing material with 1/2″ lip all around for full welding. Load to 2000 PSI, Temperature: +1000° F air, +3000° F inert
PART # — PTP — Graphite (1/2″ or 1/4″) — 10 Ga. SS — 1/4″ LIP AND SIZE
ADVANTAGES:
• High operating temperature.
• Ease of installation.
• No setting problems.
• Low coefficient of friction.
• No surface treatments, grouting, or expensive mechanical attachment necessary.
• Chemically inert.
• Unaffected by weather conditions.
• Ability to absorb dirt and grit within itself.
• Self-aligning when used in conjunction with elastomeric backing pads.
ORDERING:
1. Please specify the dimensions of the upper plate and dimensions of the lower plate. It is common practice that the upper plate is generally larger than the lower plate.
2. Specify lip dimension (if different than the standard 1/2″).
3. Specify base plate thickness (if different than standard 1/4″).
4. Bolting upper plate is recommended at temperatures above 200°F.
APPLICATIONS:
Bridges: Highway bridges, overpasses, railroad bridges.
Architectural in Wood, Concrete or Steel: Cross beam and girder slip joints, roof slabs and cor-bels, vibration pads, airport hangar doors, domes.
Industrial: Heat exchangers, dust collectors, heavy machinery, refinery equipment, wind tunnels, penstocks, vessels, pipelines, air preheaters, atomic energy applications, transmission towers, storage tanks, offshore drilling rigs.
Download Graphite Slide Plate Specification PDF
Graphite Specification
| Property (Room Temperature) | Units | Average | Units (metric) | Average |
| Bulk Density | lbs./ft.3 | 99.26 | Mg/m3 | 1.59 |
Specific Resistance
With Grain
Across Grain | 10-4 ohm-in.
| 3.33
4.74
| ohm-meter
| 8.47
12.05 |
Flexural Strength
With Grain
Across Grain | PSI | 1297
995 | kPa
(kN/m2 ) | 8940
6860 |
Tensile Strength
With Grain
Across Grain | PSI | 713
630 | kPa
(kN/m2) | 4920
4340 |
Young's Modulus
With Grain
Across Grain | 106 PSI | 0.96
0.61 | MPa
(MN/m2) | 19840
19320 |
Coefficient of Thermal Expansion
With Grain
Across Grain | 10-6 / °F | 0.72
1.35 | 10-6 / °C | 1.32
2.43 |
Thermal Conductivity
With Grain
Across Grain | BTU x ft.
hr. x ft.2 x °F | 88
62 | W/m x °C | 152
107 |
Permeability
With Grain
Across Grain | | | Darcy's | 0.493
0.444 |
| Coefficient of Friction | | 0.15 | | 0.15 |